Ball bonding starts with a gold ball on the end of a very fine wire and must be very consistent in it's Free-Air Ball (FAB) size. This is the size of the ball prior to traditional wire bonding. If you have a variation of even a few microns in the FAB, the resultant ball bond will inevitably be a range of sizes. Some variation is inevitable partially due to the materials being used and the process (Force, Time and Ultrasonics), but we generally try to control it as best as we can, starting with the FAB size.

This starts with the preparation for the first bond. We must create the initial ball, which is called the "Flame-Off Process". Extra wire is pulled through the bonding capillary by the operator. An unused portion of the package, with exposed gold, is used to emulate the second bond location. The bonder makes the imaginary second bond and goes through the Electronic Flame-Off (EFO) process. The wire that is bonded to the package is then harmlessly removed with tweezers.
Now that we have a ball in the proper place inside the chamfer (small pocket at the tip) of the capillary, the ball bonder is ready to go.
Ball bonding requires precise control of the EFO process. Lack of control affects the FAB which affects the final deformed bond size and shape. There are very few controls driving the EFO process. The main driver is the on-time of the electronic spark.
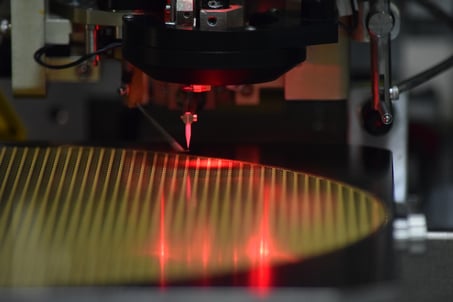
When triggered, the EFO system moves the EFO wand under the wire. A large voltage is applied between the wire and wand resulting in a spark. As long as power is provided, the spark exists. Most look at this as a plasma that literally melts the wire. Surface tension of the gold wire forms this melted material into a ball. The longer the plasma exists, the larger the Free Air Ball.
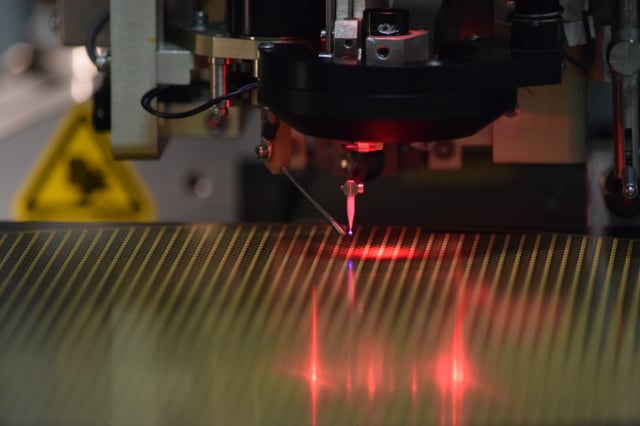
Most wire bonders expose a very specific amount of wire (called the tail) to the wand prior to initiating the EFO process. The ball is formed and melts into the capillary chamfer. It is important to take caution with this process, as you need to manage the EFO on time against the amount of material you have exposed to generate the Free Air Ball. Melting of the ball past the perfect spot in the chamfer of the tool will occur if the tail is made too short or the EFO on time is too long (measured in milliseconds). If the tail is made too long or the EFO time is too short, the ball will hang out of the capillary and is prone to cause a "golf club" bond. Either case is a problem. Having just the right tail length and EFO time generates the right size FAB and puts it in the perfect location for proper ball bonding.
Palomar's 8000i Wire Bonder deals with the EFO process in a slightly different way than most wire bonders. After the stitch bond is made, the wire is broke off the second bond, the wand is moved into place and the capillary is rotated well above the end of the wire, exposing a very long tail. The EFO process is applied and the FAB is generated. Managing the plasma on time is now even more critical. The bonding capillary is then rotated down onto the ball and is positioned properly in the chamfer every time. No more pesky gold clubs!
Palomar believes that there is another subtle effect of generating the FAB this way on the 8000i Wire Bonder. Traditional ball bonders melt the ball up into a "cold" capillary, cooling the ball very quickly. On the 8000i, the ball is already solid and cooling when the capillary comes down to capture the ball perfectly in the chamfer. We believe this may play a role in the size and composition of the Heat Affected Zone (HAZ) just above the ball. A very large HAZ area is not desired.
The EFO gap is another parameter involved with the EFO process. The EFO gap is the distance between the EFO wand and the tip of the wire when the plasma field is generated. This has a secondary effect on the EFO process that generates the FAB. It plays a very important role in minimizing the HAZ length.
If you have any questions or to discuss this topic further, please contact Bradley Benton, Palomar Technolgies' Western Regional Sales Manager.
| 8000i Wire Bonder Data Sheet |
Gold Ball Bumping Technical Paper | Wedge Bond Process Technical Paper |
 |
 |
 |
----
Bradley K. Benton
Western Regional Sales Manager
Palomar Technologies, Inc.