This is Part 3 of a 3-part blog series on Logistic Sensor Packaging. For more information, read Part 1 and Part 2.
 For device manufacturers, a critical part of this equation is that the speed of human ingenuity utilizing marginal changes to yield power efficient, cheaper, more sturdy devices all too often fails to take into account the physics of construction and challenges of mass production, and, most especially, the packaging of components which comprise these devices. It is simply assumed a slight change of assembly or an adjustment here or there, a different lens or a small substitution in the type of materials used makes no difference. Yet what works well in the designer’s mind can run into roadblocks when technical engineers start building it, worse still as they move into volume commercialization.
For device manufacturers, a critical part of this equation is that the speed of human ingenuity utilizing marginal changes to yield power efficient, cheaper, more sturdy devices all too often fails to take into account the physics of construction and challenges of mass production, and, most especially, the packaging of components which comprise these devices. It is simply assumed a slight change of assembly or an adjustment here or there, a different lens or a small substitution in the type of materials used makes no difference. Yet what works well in the designer’s mind can run into roadblocks when technical engineers start building it, worse still as they move into volume commercialization.
|
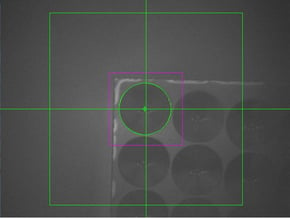
Figure 9. |
|
|
An example of a lens and pattern recognition algorithm used for location in automatic alignment. Adaptability and learning in pattern recognition software together with advanced optics are increasingly critical in packaging new generation devices. Against a slightly denser background, machine recognition may still occur, but at what speed and accuracy of process? |
For example, 3D vision capabilities on a smaller scale seems a straightforward concept. However, a smaller lens is not just a scaled down version of a bigger lens; it can be physically different, with changed optical qualities. Beyond this, it is harder to see, to hold, to place, to orient, to fix in place. The lens may be an unproven shape or dimension, or particularly bespoke, all, which can add new parameters for technical negotiation. Sometimes these problems can be either significant or unanticipated in scope. Either way, a smaller package means there is less room to maneuver or it poses the threat of interference. Equally, a smaller package structure will make referencing more difficult because fiducials are harder to construct, or there are less places to fix them, or both, as we see in Figure 9.
Then there is the material chemistry of mounting and fixing. Again, this may seem plain sailing. Metaphorically, adhesive and adhesion are to the mechanical engineer what colors are to an artist. They represent his palette and commission. Thus, while skill and experience may inform, any new project is always going to require trial and error. As with the artist, so with the engineer the type of adhesive, heat, UV or dual cure, timing and process options. It is also about measurement and dispensing. The right amount in the right place with no complicating spillovers or errors. Speaking of time, there is the critical issue of longevity. The lens must not only remain secure, but also remain fixed to very tight tolerances over the lifetime of the device. This includes withstanding external rigors such as a sudden temperature or velocity change. On the principle that dependability cannot exceed the weakest link, it is quite possible that an entire system stops working because of a misplaced microgram of adhesive!
Negotiating these challenges is rather like solving a Rubik’s Cube; every solution holds the annoying potential to cause more problems than it successfully solves. A couple of moves and alignment seems further away than ever. In the end, and even with very sophisticated computer modeling, solutions at these levels eventually come down to human experience, knowledge banks, intuition, synergy and inherent skill-sets. Yet even these qualities will not avail unless they are set against the backdrop of a correct grasp of fundamental principles. In the same way that understanding the seven critical factors behind solving Rubik, so here we may identify packaging knowledge of the following, as the bare minimum:
|
1. Understanding tooling and machine capabilities. 2. Referencing protocols and technologies. 3. Device and component architectures. 4. Parameters for mapping/placement journey. |
5. Optical qualities and behaviors. 6. Adhesive properties and impact. 7. Adhesive volume/controlling/timing. 8. Curing processes and cycles. |
|

Listed in logical order, the descriptively straightforward nature of the general process belies what can be extremely time-consuming negotiation of application, taking several man months to solve, even assuming immediate access to such things as a wide range of materials and necessary process tooling. What is missing in this list is perhaps the most important quality of all, a finely honed and proven approach to identifying a-priori essentials. Based on the basic physics, material properties and interactions, this sets the initial groundwork for negotiating the behaviors necessary to move from manual to semi-automated, to full automation of process.
Drawing from Palomar’s experience of developing 3D vision packaging at our various global Innovation Centers, for example, Palomar engineers would swiftly identify the overall project trajectory, including sketching the relationship of machine to process, then honing in on critical particulars. These parameters would generally revolve around the alignment and attachment of the lens component, as these are the most varied in respect to the entire assembly process—from design to prototype. The reason for such potential for difficulty stems from the nature of the lens attachment in comparison to the other key parts in a 3D sensing module. While the light emitting component is the backbone of the device, and can see a significant amount of variation in performance and design, the actual effects of these variations are, from a packaging perspective, quite limited. Usually, the fiducials, placement requirements, and handling remain straightforward, while the method of bonding stays standard.
The lens insertion process, however, can substantially vary, even as a result of small, seemingly unrelated design changes to other sections of the package. For example, while most processes utilize some form of UV glue—and at least a partial UV cure to tack the lens in place—the exact type of adhesive required can be dictated by the relative access required after placement. In a case where the UV rays must avoid the bulk of the bonding area, or various obstructing materials, a heat or moisture-based adhesive is best. If there is some direct path for the UV light, and only a small portion of the total bonding area is fully obscured, then a self-propagating polymer reaction can be initiated through a burst of high-energy UV.
The bond layer is important not only for structural rigidity, but also for device performance, because of the fact that sub-optimal application can negatively affect the optic path. Equally, the position of the placed lens can shift because of uneven or improper curing. Thinner bond lines and the correct choice of adhesives will avoid these issues. Even here, however, we face issues of glue viscosity, which presents their own set of challenges. Thicker liquids make dispensing and controlling adhesive easier, but losses refinement and makes placement accuracy more difficult. Less viscous materials are ideal for alignment, but face greater likelihood of disturbing the optical path or infringing other components. Suddenly, smaller and smaller package size becomes a microcosm of challenge, all too many unanticipated by the package designer.
Every square millimeter in size reduction adds exponentially to placement and cure cycle difficulty. We have already noted the impact on bonding. However, when the adhesive becomes another medium that must be traversed in 3D assembly, post-cure optical qualities present an additional difficulty. This is because exposure, intensity and timing of the UV light impact the formation of polymer chains. When UV exposure is uneven, or initial intensity too high, or too quick, optical imperfections can form. Successfully balancing process, complexity, speed and optical quality requires pre-mapped UV cure profiles. Each process is meticulously aligned for optimal performance.
Design and materials influence each other, often dictating overall process and required machine capability. For example, a low viscosity, self-propagating UV adhesive used to attach an irregular lens array within a shelf-like cavity, will require tooling for precision adhesive application, a custom, variable-power UV stage for ideal focusing/light angle, and finally for manipulation and curing of the lens. On the other hand, a high viscosity, dual cure adhesive for larger, standard form lens could use a simple dispensing unit, head mounted UV unit for snap-cure, and a more robust tool with higher force.
Sometimes the right theoretical alignment of these options does not result in optimal device performance, and we have to “think outside the box” to remedy the problems encountered. Occasionally this means sending the package back to the customer to be redesigned.
Conclusion
That the rapid evolution of sensors, applications and ecosystems will continue to mid-decade and beyond, makes the critical deductions learned from these challenges both technically invaluable, and their application commercially sustainable. It is also part of a quickening synergy, especially for Palomar, creating a more agile alignment between systems and processes, more productive conversations with customers, and acute focus on the right market served. Equally, while the machines that undertake the micro-optical processing will continue to improve in speed and accuracy—and be joined by better/more cost-efficient tooling options—even more critical to the smooth evolution of the ecosystem, is the growing connection between machine, software and engineer/technical professional. The growing bank of knowledge, corporate intelligence, engineer experience, machine, process and material familiarity, with intuition and innovation. Supported by AI, this is clearly the future.
Download these resources for more information:
| Global Trends in Logistic Sensor Packaging Paper | 3880 Die Bonder Brochure | Innovation Center USA Brochure | SST 3150 High Vacuum Furnace Brochure |
 |
 |
 |
 |
----
Kyle Schaefer
Product Marketing Manager
Palomar Technologies, Inc.
Dr. Anthony O'Sullivan
Palomar Technologies
Strategic Market Research Specialist