Palomar Innovation Centers are experts in process development and work with customers in the areas of design for manufacture, process development and optimization. This case study documents an example of how Palomar engineers worked with the customer to optimize the manufacturing process in order to reduce the number of packaging assembly steps, which resulted in increased throughput.
This case study focuses on the die attach aspect of a package, but do note that there are a high number of wire bonds on this package as well. Figure 1 shows that this assembly contains a number of different components and multiple levels that are placed into a ceramic package. These are color coded by grouping to help clearly articulate the process order while guiding through the various process maps.
 Figure 1: The general layout of the package used in this case study.
Figure 1: The general layout of the package used in this case study.
Some of the challenges within in this package are: thermal hierarchy, multiple levels, and different methods of epoxy application. Please also note that these assemblies are processed in tooling plates that presented 100 units at a time.
Figure 2 shows a process map where the right side focuses on "bottom up" assembly. This is not possible for this particular application because of the thermal hierarchy. The green eutectic solder subassembly will require temperatures of around 320° C whereas the rest of the components are attached with epoxies that are cured at 150° C, so there is a large delta in temperatures between these processes. If all of the epoxy components were to be attached and then the eutectic solder attach performed last by applying the appropriate temperatures through the epoxy joints, reliability issues may be introduced in the epoxy joints, as these are not intended to experience these temperatures. As such, the eutectic solder subassembly will need to be processed in a separate, isolated process and then epoxy attached into the package with all of the upper level components.
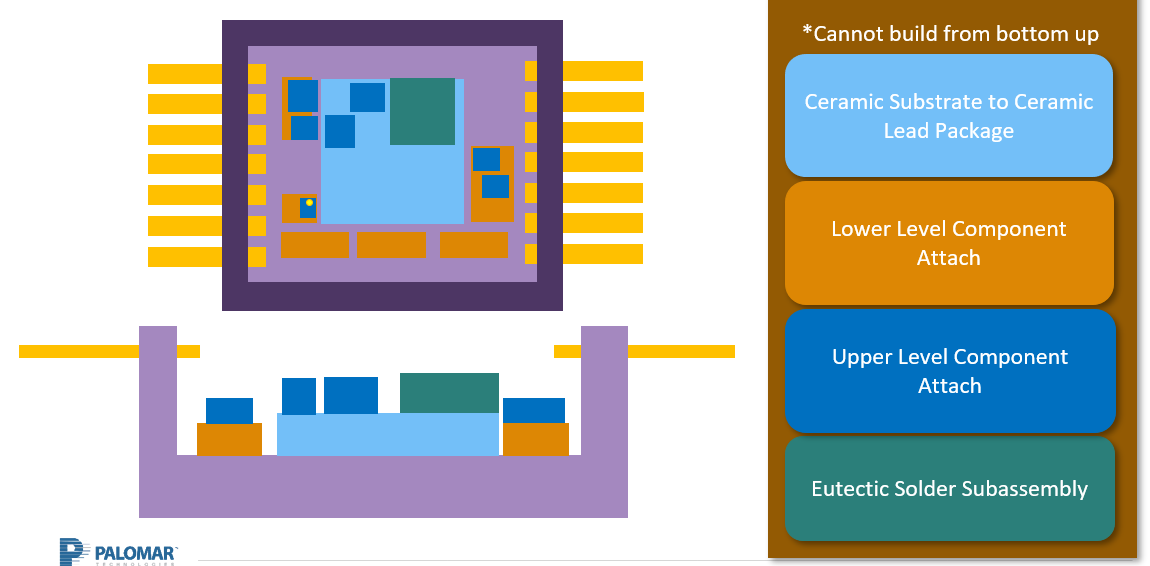 Figure 2: Process map of the general layout of the package and initial build process.
Figure 2: Process map of the general layout of the package and initial build process.
This process map in Figure 3 shows the first process pass developed.
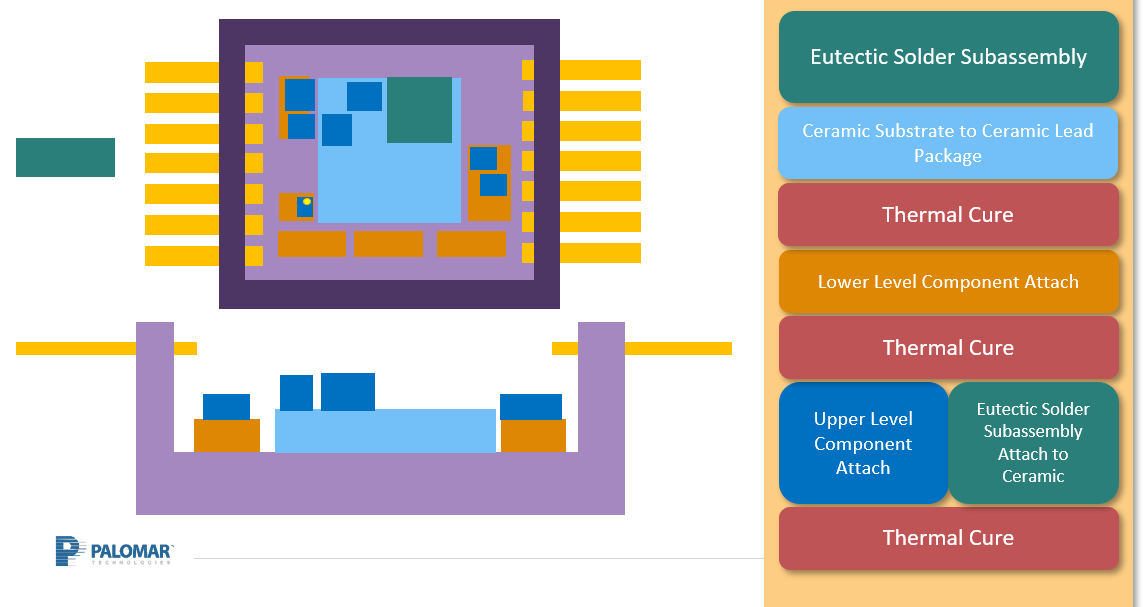 Figure 3: Layout of the package and both the bonder and offline process structure.
Figure 3: Layout of the package and both the bonder and offline process structure.
The eutectic solder subassembly is processed offline in an isolated process and set aside for placement into the package at a later process step. The ceramic substrate is then attached to the ceramic package with the specified particular epoxy. This epoxy requires curing with a specific thermal profile in an offline oven. Then the assembly was brought back to the bonder and ran through a dispense and pick and place of the lower level components which used a more traditional epoxy that is cured at 150° C. Then the parts were brought back to the bonder for a final pass where epoxy was dispensed and pick and place was performed for the upper level components and eutectic solder subassembly. Lastly, the assemblies were cured in the convection oven for a final cure.
After establishing the first process map and running production with this approach, the next step to pursue for process order was reducing the number of offline thermal cures and system process setups/total passes. To achieve this, a common epoxy for the ceramic substrate and the lower level components was defined and spec’d out so that the custom thermal profile cure step for the ceramic substrate was reduced to create a single cure for all of the lowest level attachments, which worked well as a solution.
Thousands of parts were assemble using that process order: the eutectic solder attach, substrate attach and lower/upper level component attachments. By running these thousands of parts, minor occurrences that can impede automation, yield, and throughput were identified.
The process order was revised once more time minimizing the number of total machine setups by combining the eutectic solder subassembly process into the ceramic substrate and lower level component attach process so that for these three sub-processes, there was only one machine setup and one thermal cure.
After this, the upper level components and eutectic solder subassembly were epoxy attached in one bonder process and thermally cured. So now, this process only has two machine setups and two thermal cures.
Figure 4 shows the starting process map which included four machines setups and three thermal cures, which was able to be optimized to two machine setups and two thermal cures. This results in less machine setups, less programs to manage, and less offline processing - all while maintaining the same or improved yields.
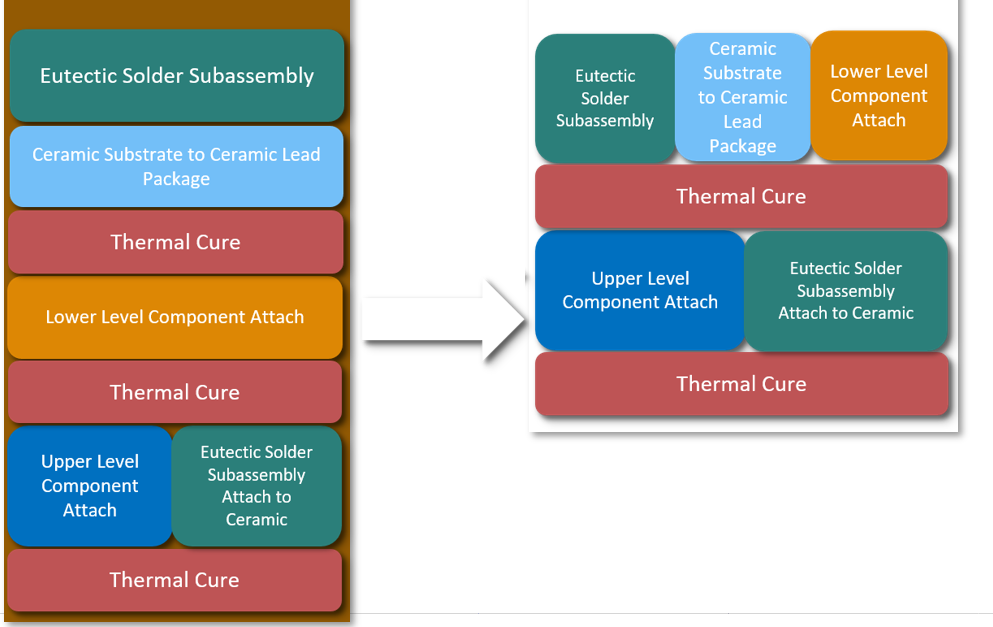 Figure 4: The evolution from the initial build process to the optimized process.
Figure 4: The evolution from the initial build process to the optimized process.
These benefits resulting from these process improvements include:
- Increased production volume
- Reduced process steps and operator interactions
- Reduced operation costs
- Robust production processes
For more information about how process development and process improvements can help increase throughput, download our article: The Journey to Full-Scale Semiconductor Packaging Manufacturing.
For more resources, download these brochures:
| 3880-II Die Bonder Brochure | 8100 Wire Bonder Brochure |
 |
 |