Wedge bonding can be a great solution for performing low profile or fine pitch interconnects and is also well suited for running stitch interconnects (also known as die-to-die bonding and chain bonding), reverse bonding, and ribbon bonding.
How Wedge Bonding Works
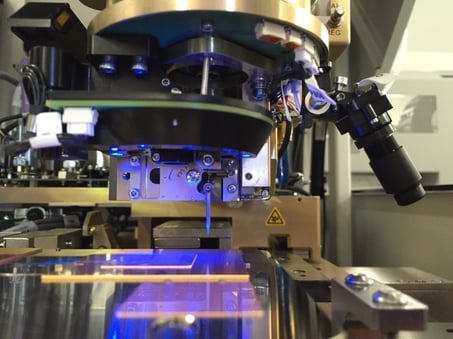
A wire is passed through the wedge tool over the microchip. The wedge tool then settles over the area that needs to be wired up. The tool descends to the surface so that the wire is pressed between the substrate and the tip of the wedge tool (the surface is usually gold or aluminum, but could also be palladium or silver). Ultrasonic energy is applied and the result is a wedge bond. A loop is then formed and a second wedge bond if produced. Then the loop is terminated by breaking the wire and forming a tail under the wedge tool for the next first bond of the next loop.
Choosing a wedge bonder that is efficient and intuitive is significant to achieving success with an application. The 9000 Wedge Bonder has some distinguishable features which set it apart in the wedge bonding world:
Wire Feed Angle – 45/60 Degree
- A spool change usually requires feeding wire from the despooler, theta center, ultrasonic transducer slot, wire clamp, then wedge tool. Most of the time, we only have to pull wire through the clamp section if the wire comes out of the wedge tool
- The process view camera allows the user to see if wire is in the tool and monitor the loop formation at all angles
- The process view camera swings out of the way for wire threading
Wire Feed Angle – 90 Degree
- The 90° wire feed on the model 9000 is similar to 45/60°, but the wire clamp swings out of the way for tool threading through the back of the wedge tool
Wedge Tool Change
- The screw is directly accessible without the need to move the clamp
- The process view camera swings out of the way for tool change and wire threading giving the operator full access for setting the tool height using a gauge fixture
- After changing the tool, the model 9000 only needs to record a single tool impression for tool offset and still track position as all theta angles; this is a big timesaver when changing a tool
Other Key Differentiators
- The despooler rides on Z and Theta so there is a shorter wire feed path and the wire is not twisted
For more information on wedge bonding or the 9000 Wedge Bonder, download the resources below:
| 9000 Wedge Bonder Data Sheet  |
Modern Wedge Bonding eBook  |
----
Janine Hueners
Marketing Specialist
Palomar Technologies, Inc.