Wire bonding is a well-known process that has been around for many decades. It was all performed manually from the mid-1950s to the late 1970s. In the very early 1980s, semi-automatic and fully automatic wire bonders started to become available. Hughes Aircraft Company’s equipment group in Carlsbad launched the venerable Model 2460 in March of 1980. As of about 5 years ago, the very first unit was still in production in upstate New York, being used for rework wire bonding. That unit has seen some battles! From the mid-1950s until today, one of the fundamental requirements for good wire bonding results has always been part tooling and clamping.
Part Clamping
I sometimes describe the process of wire bonding in two lists; one list is a myriad of items that we can control, and, unfortunately, the other list is full of things that we cannot control—or at least not very well. Examples of items we can control include:
- age of wire
- number of bonds on a capillary
- temperature and humidity of the clean room
- repeatable motion control
- controlling organic contaminations
One very important item that we also must control is part clamping. Even if we do control everything that we can, there are items that we cannot. Therefore, it is vital that we do control all variables that are within our control like part clamping.
Custom Tooling
Custom tooling is designed to assist with part clamping. Done properly, one piece of custom tooling can be used for many different part types. We generally employ mechanical clamping and a strong vacuum assist (25” Hg is good). It is virtually impossible to clamp a package too well. A lot of projects get into trouble fast if they do not pay attention to this seemingly simple concept and, unfortunately, many don’t keep this topic squarely on their radar. I have flown around the globe many times chasing wire bond issues that turned out to be simply poor or unrepeatable clamping.
Since we launched our first automatic wire bonder, we have had both generic and custom tooling options. Figure 1 below shows our top runner for heated stages, our 6”x4” system with both mechanical and vacuum clamping. These stages can easily get up to the optimal 150°C rapidly. They are also near perfect for flat-bottomed packages that are a few inches square up to 4-5 inches square. This is a manually loaded and unloaded solution. We can add a vacuum gauge if the packages can be warped, etc. making the vacuum portion of clamping difficult at best. Automatic material handling is also available, but not a great fit for very high mix environments.
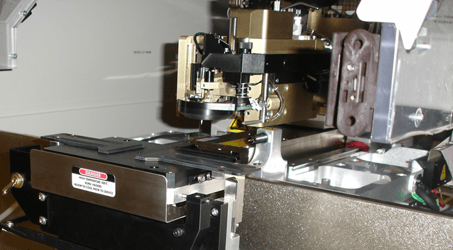 Figure 1: 6”x4” Generic Heated Tooling
Figure 1: 6”x4” Generic Heated Tooling
Again, it is incredibly important that all packages are properly clamped. Bolting down packages is not overkill, but it does have implication on throughput. Our generic tooling has a 0.5” heated base plate, and another 0.5” flat top plate that is used to transfer heat to the packages. Even packages with a lot of thermal mass can be brought up to temperature fairly quickly with such a system. However, a loose package even at the proper temperature is a big problem.
When we sell our automated wire bonding systems, both ball and wedge bonders, we always try to include information about the heated tooling. If it is the generic unit as shown in Figure 1, we provide our customers with a print for the top plate so they can have a local machine shop manufacture custom top plates for the customers varying product line. Some customers end up with a dozen or more of these custom top plates over time. They are easily swapped out, needing to deal with only 2 screws. Vacuum channels can be ground out of the top plate, or pockets can be milled out so that an odd-form factor package or package series can be properly clamped and presented for wire bonding.
Remember, improper or poor clamping will lead to a number of different issues, all ending up with poor/weak wire bonds. It is really not a terribly hard task to clamp parts properly, but it is generally one of the last things a process engineer thinks about. That can lead to a lot of time, energy, and wasted parts while trying to dial in a good, repeatable wire bond process that meets and exceeds a customer’s needs.
Learn more about wire and wedge bonding by downloading these resources:
| 8000i Wire Bonder Data Sheet  |
9000 Wedge Bonder Data Sheet  |
| Odd-Form Factor Packaging Technical Paper  |
Odd-Form Factor Packaging eBook  |
----
Bradley K. Benton
Western Regional Sales Manager
Palomar Technologies, Inc.