This second installment of the history overview of the Hughes Aircraft Industrial Products Division series will cover developments of pulsed heat technologies to bonding wire and using pulse heating of a capillary to bond gold wire.
Before getting into the meat of this blog, I want to establish that we are somewhere in the 1970s and still in southern California, USA. Automation, for our purposes, had not yet come into being. We were still developing wire bonding and, as such, were also developing the equipment to help us do the work. Pictured below is the Hughes Model MCW / SS / BB developed in the 1970s by Hughes Aircraft Industrial Products Division.

The Need for Pulsed Heat Systems
|
The military applications in the 1970s brought greater challenges beyond those of the previous decade. Pulse heat technology came into being out of necessity. First, what is meant by “pulse heat”? Pulse heat is the method which brings the wire up to temperature quickly—for example in 30 ms—and keeps it hot for 50 ms, and then cools off. |
 |
For thermal compression bonding, the materials being heated were heat sensitive would not take the 300°C temperatures required for this kind of bonding. But, a pulse-heated capillary (without stage heat) was viable. As we needed to improve the range of applications in thermal compression bonding, we needed materials and components that were heat sensitive. Note, it is the capillary that is being pulse heated.
Capillary Material for Pulse Heat
Finding material capable of handling pulse heat proved to be a problem. We needed a certain kind of heat sensitive material to handle the rapid heat ramp and cool down. Duriod, a glass reinforced PTFE (Teflon) was the choice material. Today, duriod can be found in uses such as substrate material for microwave circuits. At that time, typical capillaries were made of a combination of fine particles of the compound tungsten carbide in a binder of metal cobalt. The problem found with cobalt was that it works well with holding material together, but when pulse heated the cobalt would oxidize. It would work for a while, but we learned that it had very little service life—thereby defeating the purpose. Our group of engineers at Hughes Aircraft Industrial Products Division found a supplier called TDI. The products they made were almost pure tungsten carbide using the method Chemical Vapor Deposition (CVD).
Capillary Technology
The capillaries were short (0.170 overall length) and of the standard diameter and taper. The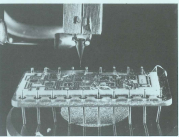 pulse heating produced a temperature of about 500°C in the body of the capillary and about 200°C at the tip. The temperature gradient was due to heat conducting down to the bonding wire and the components below. Capillaries made of CVD tungsten had higher thermal conductivity than those of cobalt-cemented tungsten carbide, which would have required even higher body temperatures to get the same heat at the tip.
pulse heating produced a temperature of about 500°C in the body of the capillary and about 200°C at the tip. The temperature gradient was due to heat conducting down to the bonding wire and the components below. Capillaries made of CVD tungsten had higher thermal conductivity than those of cobalt-cemented tungsten carbide, which would have required even higher body temperatures to get the same heat at the tip.
Bonding Equipment Development
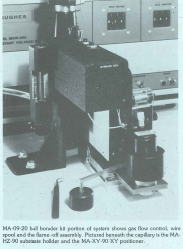
The first adaptation of equipment to achieve this bonding was the Hughes MA-09-20, which featured a wire feed and flame-off accessory to a parallel gap weld head (which was mentioned in the first part of this series). This was a literal flame—a tiny hydrogen torch to cut the wire and form a new ball. This is where the term came from, and later it became electronic flame-off (EFO).

Heat necessary for bonding was achieved by briefly pulsing current directly though the bonding tip. The heat produced was transferred by conduction though the gold ball or gold wire. No current passed through the wire of thin film and the heat was transferred only to the immediate area of the bond. Duration of heating was machine controlled and typically less than 500 ms. As stated above, damage to heat sensitive devices or adjacent material was thus prevented.
|
Hughes MA-09-20 |
 |
The next adaptation was the Hughes HPB-360 (Hughes Pulse Bonder). This combined wire handling, bonding head, power supply, manual micro-positioning and microscope in one bench-top machine. The power supply used the inherent increase in resistance of the capillary assembly (the cap plus the platinum wire supports) as feedback for controlling the time-at-temperature heating profile.
Application Advantages
The Hughes product catalogue from the 1970s stated that the use of pulsed thermal compression bonding offered many advantages to makers of thick or thin film devices or circuits:
- Localized heating prevents unwanted electrical or metallurgical change to heat sensitive components and prevents resistor drift
- Makes possible greater freedom in selection of die bonding adhesives; thermo plastic materials can be used
- Localized heat applied for short durations (pulse heat) reduces susceptibility of Au Al system to the formation of the purple plaque
- TC bonds can be made to devices or circuits which contain parts already soldered into place
- Plastic heaters can be used
- Better uniformity between circuits; minimizes variations in preheating and standby heating time
- Makes possible use of larger wires – to 0.005 inch diameter on higher power devices
- Bond to gold, copper, and aluminum films
For Part 3 of this series, we will enter the 1980s and explore these technologies, their developments and their application to automation for assembly production.

----
Richard Hueners
Director of Sales and Marketing
Palomar Technologies, Inc.
William H. Hill
Former Hughes Aircraft/Palomar Technologies Mechanical Engineer