[For the English version, click here]
Данные виды монтажа очень сильно различаются. В каждом из типов имеются свои технические нюансы. Исходя из требований производительности оборудования, нужно использовать тот или иной тип монтажа. Наверное, главная проблема микросборок на адгезивах – управление их теплопередачей. Также могут возникнуть проблемы с дегазацией. Если некоторые проблемы легко решаемы в данном процессе микромонтажа, то на другие следует обратить особое внимание.
В оборудовании компании Palomar имеется возможность как эвтектического монтажа, так и монтажа на адгезивы. С течением времени, микромонтаж на адгезивы в довольно сложных приборах начинает «вымирать». Несмотря на это, из года в год, ученые выпускают новые составы клеев и адгезивов. Но и разработка эвтектических материалов не стоит на месте. Рассмотрим оба типа монтажа с производственной точки зрения.
Производительность при монтаже на клей и адгезивные материалы.
Процесс монтажа на клеи и адгезивы является более простым и быстрым техпроцессом в микросборке нежели эвтектический монтаж. Ведь в большинстве стандартных применений нам нужно просто-напросто чтобы затвердел клей. Зачастую современное автоматическое оборудование имеет возможность как дозировать адгезивы, так и наносить их методом штемпелевания. Эта «универсальность» дает ускорение процессу монтажа, а также экономит место на производственных площадях (все процессы проходят на одной установке). Также системы, включающие в себя любую возможность нанесения адгезивов, экономят пользователю время и средства на обучения персонала (намного проще обучиться работе на одной системе, чем на нескольких). Помимо штемпелевания установка 3880 имеет возможность производить дозирование посредством разных типов дозаторов: дозатора «шнекового» типа и классического пневматического дозатора
Однако, нанесение агдезива в той же системе для установке компонентов может быть неудобным при требованиях высокой производительности. В этих случаях актуальнее использовать полностью автоматизированные системы дозирования, такие как GPD Max series, являющиеся отличным решением. Если в будущем потребуется еще большая производительность, можно с легкостью интегрировать GPD-Max в конвейерную систему вместе с установкой монтажа 3880. Гибкость этих систем работающих совместно позволяет многократно повысить скорость и обеспечить универсальность производства. Многие заказчики Palomar Technologies начали использовать установку 3880 с интегрированной дозирующей системой, но, впоследствии, интегрировали в линию или стали применять независимые дозирующие системы по мере роста потребностей в производительности.
 |
|
Производительность при монтаже на эвтектику.
Очень частой проблемой является обеспечение высокой производительности при эвтектическом монтаже. Первое проблема — это припой. В большинстве приложений применяется AuSu. Одной из проблем может являтся применение сложных к захвату и установке преформ. Если перемещение преформы в зону пайки происходит с использованием средств автоматизации, то необходима реализация процесса “pick-and-place” который увеличивает время всего процесса, в некоторых случаях в два и более раз! Именно поэтому многие производители применяют металлизацию поверхностей подложек или нанесение припоя на нижнюю часть монтируемого компонента. Это позволяет исключить необходимость применения средств подачи и перемещения преформ, снижающих производительность.
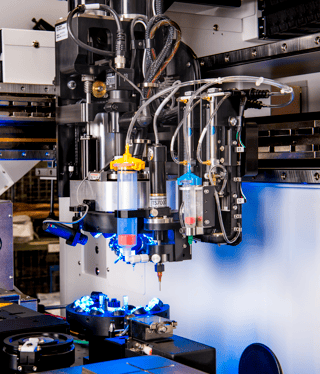
Другой проблемой эвтектической пайки является обеспечение повторяемости и выдерживания необходимого температурного профиля, позволяющего осуществлять надежное соединение с подложкой и исключая повреждение компонента. Быстрый нагрев и охлаждение часто является неотъемлемым требованием многих процессов монтажа с высокой точностью. . В описанном случае, необходим либо прецизионный нагреваемый столик, либо инструмент. Подобное решение реализуемо с помощью модуля «импульсного нагрева», в котором реализуем очень быстрый нагрев, прецизионный контроль температуры (+/- 2°C) и охлаждающего газа, а также имеется защитный кожух. Несмотря на это, операция монтажа компонентов с помощью модуля «импульсного нагрева» требует значительного времени, и чем больше размер подложки/компонента, тем больше времени потребуется. Вот почему компания Palomar Technologies рекомендует либо предварительный нагрев компонента, используя нагреваемый инструмент, либо использовать нижний нагрев подложки.

Компания Palomar Technologies также предлагает устройство подачи и перемещения подложек в область монтажа, благодаря которому происходит нагрев подложек до нужной температуры. Данный модуль встраивается в автоматическую линию, что значительно повышает производительность. Имеется зона предварительного нагрева, далее подложка перемещается в область монтажа, и, используя либо модуль «импульсного нагрева», либо нагреваемый инструмент, происходит пайка. Использование такого модуля также широко применяется при монтаже кремния на золото при температурах до +400°C
Существует множество факторов для выбора между монтажом на эвтектику и монтажом на клей, либо адгезивные материалы. Необходимость увеличения объемов производства или изменение технологического процесса в будущем, диктует необходимость в приобретение систем с ультра гибкой архитектурой, позволяющих реализовывать на одной и той же платформе множество различных приложений.
Скачать брошюры по описанному материалу:
| Эвтектический монтаж | Монтаж на клей и адгезивы |
 |
 |
| Модуль импульсного нагрева | Установка монтажа 3880 |
 |
 |
----
Josef Schmidl
Palomar Technologies GmbH
Director of Palomar Technologies EMEA