[For the English version, click here.]
Gold (Au) Ball- Drahtbonden ist immer noch die beherrschende Verbindungsmethode in der Mikroelektronik. Die Industrie arbeitet weiter an neuen Aufbau- und Verbindungstechniken um Endprodukte noch weiter zu verkleinern und um Gewicht einzusparen. Dies hat zur Folge, dass nachfolgende Prozesse stärker als zuvor in drastischer Weise beeinflußt werden. Heute werden immer mehr elektronische Schaltungen in Plastikgehäusen verwendet.
Betrachtungen der Automobilindustrie
Der Anteil der Mikroelektronik in “Automotive” Anwendungen ist innerhalb der letzten Jahre deutlich angestiegen. Immer mehr High Tech Elektronik steuert eine Vielzahl von Funktionen in einem Fahrzeug. Jedes Jahr kommen neue Sensoren und Steuerungen hinzu; die Sensoren werden immer intelligenter. All diese thermisch isolierten Steuereinheiten, benötigen immer noch die Drahtbondtechnik um die elektrischen Verbindungen herzustellen. In dem Bestreben noch genauere Steuerungen bei reduziertem Gewicht zu erreichen, versuchen die Hersteller noch mehr Funktionen in kleinere Gehäuse zu integrieren. Viele dieser Gehäuse bestehen heute aus Plastik. Dies stellt für das Drahtbonden eine Herausforderung dar. Plastikgehäuse können sehr oft nicht auf, die für das erforderliche Au Thermosonic Drahtbonden, Temperatur von 120 – 150°C aufgeheizt werden. In diesem Fall kann eine beheizbare Kapillare verwendet werden, um dennoch Gehäuse bei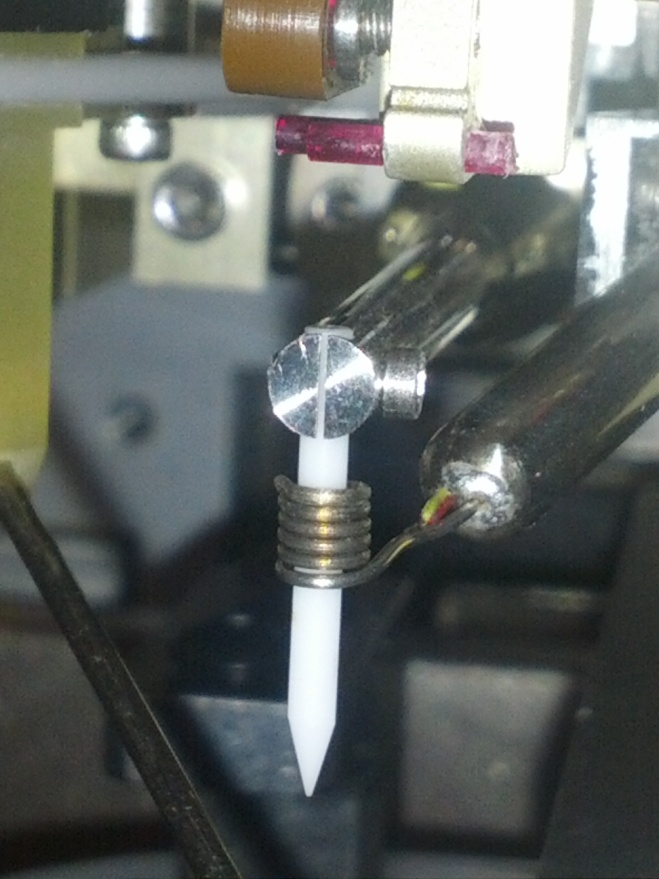 Raumtemperatur zu Bonden. Diese Methode vereinfacht diesen Prozess erheblich. Alternatives Vorheizen von Teilen in Öfen oder die Verwendung von komplexen Heizsystemen/ Aufbauten mittels heisser Luft bzw. Gasen, sind in diesem Fall nicht notwendig. Mit einer hochohmigen Drahtspule, welche die Standardkapillaren umgibt (einsetzbar auch für lange Deep Access Kapillaren), wird die erforderliche Hitze an der Bondstelle erzeugt und liefert somit eine feste, zuverlässige Verbindung/ Verschweissung. Dieses ermöglicht dem Schaltungsentwickler enorme Flexibilität um sein Ziel zu erreichen ohne Rücksicht auf die thermischen Anforderungen bezogen auf das Drahtbonden. Jede Oberfläche kann auch hier für das Au Drahtbonden verwendet werden – wie z.B. Dies mit Al-Bondpads, beschichtete Kontakte, Keramik Substrate oder beschichtete Kupferbahnen auf Leiterplatten, usw. Diese Toolheizung wird erfolgreich z.B. mit 25µ Au-Draht für viele Standard Dies und Substratmaterialien eingesetzt, ohne große Änderung bzw. Anpassung der Prozessparameter.
Raumtemperatur zu Bonden. Diese Methode vereinfacht diesen Prozess erheblich. Alternatives Vorheizen von Teilen in Öfen oder die Verwendung von komplexen Heizsystemen/ Aufbauten mittels heisser Luft bzw. Gasen, sind in diesem Fall nicht notwendig. Mit einer hochohmigen Drahtspule, welche die Standardkapillaren umgibt (einsetzbar auch für lange Deep Access Kapillaren), wird die erforderliche Hitze an der Bondstelle erzeugt und liefert somit eine feste, zuverlässige Verbindung/ Verschweissung. Dieses ermöglicht dem Schaltungsentwickler enorme Flexibilität um sein Ziel zu erreichen ohne Rücksicht auf die thermischen Anforderungen bezogen auf das Drahtbonden. Jede Oberfläche kann auch hier für das Au Drahtbonden verwendet werden – wie z.B. Dies mit Al-Bondpads, beschichtete Kontakte, Keramik Substrate oder beschichtete Kupferbahnen auf Leiterplatten, usw. Diese Toolheizung wird erfolgreich z.B. mit 25µ Au-Draht für viele Standard Dies und Substratmaterialien eingesetzt, ohne große Änderung bzw. Anpassung der Prozessparameter.
Verwendung von Plastikgehäusen
In den letzten Jahren müssen immer mehr Teile drahtgebondet werden, welche bereits in Plastikgehäusen eingebaut sind. Diese können deformiert werden, sobald die erforderliche Bondtemperatur von 120 – 150°C verwendet wird. Bei diesen Applikationen wird der „Tool Heater Prozess“ für das Drahtbonden erfolgreich verwendet. Es werden damit auch die gültigen Qualitätsstandards für das Drahtbonder erzielt.

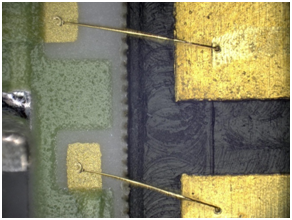
Der durch die beheitzte Kapillare geführte Bonddraht, wird mit den üblichen Bondparametern (Kraft, Zeit, Ultraschall) gebondet. Es wird lediglich eine Verzögerungszeit (im msec Bereich) nach dem „Touch Down“ programmiert, um den Hitzetransfer zur Bondstelle sicherzustellen. Dieser Prozess arbeitet sowohl für diebestückte Keramiken als auch für goldbeschichtete Kontakte in Plastikgehäusen. Letztere erfordern normalerweise den Einsatz von Deep Access Kapillaren (bis zu 19.05mm). Eine weitere Anforderung für diesen Prozess ist der Einsatz von Chips (Dies) mit thermischer Begrenzung (wie z.B. Thermo Sensoren), da diese durch die übliche Bondtemperatur beschädigt oder in Ihrer Charakteristik verändert werden können.
Erfahren Sie mehr
----
Josef Schmidl
Managing Director
Palomar Technologies Europe