[For the English version, click here.]
液体助焊剂 (酸性底或无机底)传统上的主要用途是使氧化的金属表面产生高质量的焊料润, 导致金属零件之间更有效的焊接。然而,使用助焊剂同时也对焊接造成重大的缺陷。
缺陷#1︰ 助焊剂残留物。众所周知,助焊剂残留物与水蒸气产生化学反应后会形成酸性溶液表面,腐蚀金属连接口。其后果可能造成金属短路或断路,并降低电气连接的可靠性和寿命。
缺陷 #2︰空洞。助焊剂、 无论以液体的形式或作为焊锡膏中一个成分, 都具有液体组分, 在高温焊锡回流焊时蒸发或释气,导致气体被困焊点, 使焊点产生空洞或泡沫。这些气体空隙取代了导热和导电的路径, 从而导致不均和不规则的热传,产生局部大量受热, 其高温可能造成热应力和焊点爆裂。
理想的解决办法是在没有使用助焊剂的焊接回流环境中,通过减少或消除金属表面的氧化物来实现焊接。传统上,合成气体 (氢氮混合物从通常 5%至 10%氢/平衡氮) 已被用于减少表面的氧化物。在最坏的情况下,可使用100%(这是很危险的并且需要防爆兼容设备)的氢气来去除氧化物。可惜的是,合成气的最有效温度为 350 ° C 或更高,这是不符合低熔点的焊料合金。
在一个较低的温度范围内能替代并兼容的气体是使用甲酸蒸气来减少表面的氧化物。甲酸蒸气与金属的氧化物发生化学反应后,在低温下创建一种盐或甲酸盐。然后将温度提高, 使甲酸盐分解为二氧化碳、 水和氢气。这是一个双温步骤操作,如下所示。
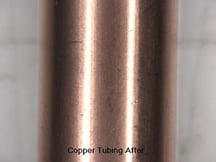
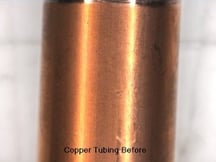
SST 真空回流系统已将甲酸递送系统纳入两种型号的真空/压力焊接回流炉子(型号1200桌上形和型号5100)的焊接腔体内。它是利用氮载气与流量控制酸液浓度输入焊接腔体内。下面的图片显示去除铜氧化物的示例
甲酸是如何工作的?
MO + 2HCOOH à M + 2CO2 + H2 + H2O
- 在150 至 160 ° C 的温度下引入甲酸, 使它与金属产生氧化反应
- 甲酸将金属氧化物转换成该金属的甲酸盐
- 当温度提升至 200 ° C 或更高时,甲酸盐分解为二氧化碳,水和氢气(这也有助于减少氧化物),留下了纯金属。
酸浓度的目标
以下是焊接应用程序酸浓度的目标︰
- 钯/锡 > 0.66%
- 金/镍 > 1.7%
- 铜 > 2-4%
- 酸的曝光时间,要通过实验来确定
References:
“Fluxless Solder Reflow Using Formic Acid Vapor”, Tyan T. Martin et al, Proc. IMAPS New England 30th Annual Symposium and Exhibition, Boxboro, MA pg 167-171 2003
“SNL Initiatives in Electronic Fluxless Soldering” F.Michael Hosking et al, Sandia National Labs 1991
“Reduction of Solvent Use Through Fluxless Soldering” F. Michael Hosking Sandia National Labs 1990
Download these resources for more information:
| SST Model 1200 Data Sheet | SST Model 3150 Data Sheet | Void-Free Die Soldering Paper |
 |
 |
 |
----
Pierino Zapella
Process Development Engineer
SST Vacuum Reflow Systems
Translated by:
PH Chan
Director of North Asia Sales
Palomar Technologies (S.E. Asia) Pte Ltd