[For the English version, click here.]
Il y a des myriades de différences entre la soudure eutectique ou le collage à l’époxy . Il existe d’évidentes économies et bénéfices dans ces deux méthodes, relevant pour la plupart des performances attendues. Par exemple, le défi consistant à contrôler le transfert de température de la puce ou le dégazage de l’époxy. Certain de ces bénéfices sont faciles à comprendre, mais d’autres peuvent être moins évidents.
Chez Palomar Technologies, nous avons une expertise prouvée, et supportons de multiple moyens de production utilisant aussi bien l’eutectique que l’époxy...et nous savons que ces deux méthodes seront utilisée encore très longtemps.
Nous savons également que de nouveaux adhésifs sont développés et mis sur le marché chaque année, de même que des expérimentations sont menées avec différents alliages pour des applications eutectiques. Ce blog recense les différences, les difficultés et les bénéfices dans l’optique des challenges de production.
Productivité de l’époxy
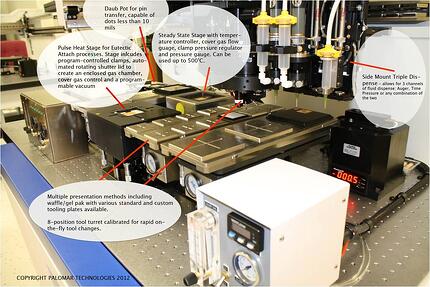
Il est évident que l’époxy peut être une solution plus rapide que l’eutectique pour beaucoup d’applications standard, lorsqu’il juste nécessaire de « coller la puce ». Certains systèmes ont la possibilité de faire à la fois l’encollage et le placement du composant, réduisant beaucoup les frais et la surface occupée dans les lieux de production, ainsi que les coûts de formation, puisqu’il n’y a qu’un seul appareil à connaître. Par exemple le 3800 Die Bonder a aussi la capacité de faire l’encollage via une pompe Auger, un distributeur temps-pression ou par « daubing ».
Cependant, lorsque la productivité est une priorité, faire l’encollage sur un système de prise et placement de composant (pick and place) peut avoir un effet négatif. Dans ce cas, un encollage séparé sur une machine d’encollage automatisée, telle que dans la série GPD Max series, est une très bonne solution. Si une productivité encore plus élevée est nécessaire, il est très facile d’insérer dans la ligne de production le système GPD-Max , à côté du Die bonder 3800. La flexibilité de ces deux systèmes associés permet tout changement de configuration futur et augmente la capacité en fonction de la croissance de la production.
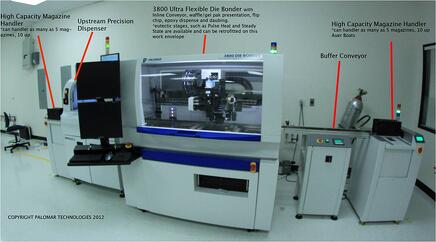
Nombre de clients de Palomar Technologies commencent avec un encollage intégré au 3800 Die Bonder, puis ajoute une machine de dispense d’époxy indépendante ou insérée dans la ligne de production, lorsque les besoins de production augmentent.
|
Download the GPD Global |
Download the 3800 Die Bonder |


Les autres défis du soudage eutectique sont la répétitivité et le contrôle du profil thermique de chauffe qui permet de placer la puce à température inférieure à la fusion, l’amener ensuite rapidement à la température d’eutectique et refroidir avant de lâcher la puce— Opérations requises pour certaines applications de hautes précisions.
Ceci nécessite un outillage chauffant tel que le Pulsed Heat System, qui offre une rampe de montée en température très rapide, Un contrôle précis de la température (+/- 2°C), et le contrôle programmable du couvercle et de l’atmosphère réductrice. Même ainsi, le PHS peut être consommateur de la plupart de la durée du procédé, plus grand sont le substrat ou la puce, plus vous devez chauffer, plus long sera le temps nécessaire. C’est pourquoi Palomar Technologies propose différentes méthodes de préchauffage de la puce avant placement— si vous utilisez un outil chauffant —ou préchauffer le substrat lorsque vous utiliser le chauffage par le dessous.
Productivité de la soudure eutectique
C’est un gros défi que d’obtenir une grande productivité avec un procédé d’assemblage par soudure eutectique. Le premier défi est le matériau de soudure lui-même. Beaucoup d’application utilisent l’or/étain ( Au/Sn). Au début du développement, l’or/étain peut être présenté sous l’aspect de préformes, qui peuvent être difficiles à manipuler. Si vous les utilisées sur des machines automatiques, elles nécessitent leur propre outil de « pick-and-place » qui conduisent à des temps systèmes coûteux et dans certain cas peuvent diviser la productivité par deux ! C’est pourquoi de nombreux clients déposent, par métallisation sous vide, l’eutectique sur la face arrière de la puce. Cela permet d’éliminer la manipulation des préformes et améliore considérablement la productivité.
|
Download the Automated |
Download the Automated |
|
Download the Pulsed Heat |
Téléchargez les études de cas |




Palomar Technologies propose aussi un chargeur automatique de substrats qui permet la mise en température des substrats par étapes. —Notre Hot Rail Handler. Le Hot Rail Handler est un sytème intégré à la ligne de production qui réduit drastiquement le temps de procédé grâce à la présentation du substrat dans la zone d’assemblage juste au dessous de la température de fusion puis d’utiliser le PHS ou un outil de prise chauffant pour atteindre rapidement la température de fusion. Le système Hot Rail est aussi très efficace pour le soudage par OR/Silicium à 400°C.
en température des substrats par étapes. —Notre Hot Rail Handler. Le Hot Rail Handler est un sytème intégré à la ligne de production qui réduit drastiquement le temps de procédé grâce à la présentation du substrat dans la zone d’assemblage juste au dessous de la température de fusion puis d’utiliser le PHS ou un outil de prise chauffant pour atteindre rapidement la température de fusion. Le système Hot Rail est aussi très efficace pour le soudage par OR/Silicium à 400°C.
Il existe de nombreuses raisons de choisir l’époxy ou l’eutectique pour le procédé de fixation des puces. La meilleure solution est d’investir dans un système à la fois flexible et bien connu pour ses capacités à exécuter ces applications car les spécifications et les besoins évoluent continuellement.
----
Josef Schmidl
Managing Director
Palomar Technologies Europe