The growing popularity of hybrid microcircuits is partially due to their built-in flexibility and small package size. Aerospace and defense, medical and optoelectronic device manufacturers have integrated the hybrid package in order to achieve multiple-need and multi-performance requirements. With rapid time-to-market needs, automating the packaging process becomes necessary. Epoxy die attach is a consistent, reliable form of component attach. Automated epoxy dispense systems have kept up with these advances by maintaining a high level of control, handling and sophisticated process control software. The epoxy must be controlled to provide good substrate, component, and die coverage.
|
Epoxy die attach is the most commonly used die attach process. It is a more cost-effective solution in comparison to eutectic die attach mainly because of material costs and process. Common epoxy die attach applications include simple transistors, encapsulation of wire bonds, LED attachment, MCMs and complex hybrids. |
 |
High-Precision Component Epoxy Attach
The high-reliability market requires high-precision. In order to achieve this with epoxy, the bonding platform must be rigorously consistent and stable, as well as tolerant to fluctuations in temperature and humidity. Only a sophisticated die attach machine can achieve high-precision epoxy attach. These machines are outfitted with an optical breadboard with internal dampening built into the honeycomb structure. This allows superior vibration dampening performance compared to granite. The vibration damping allows for higher speed bonding while maintaining high-accuracy and precision.
A highly flexible die bonder can be retrofitted with single, dual or triple dispensers and an epoxy pump or the use of a daub pot can be used (application dependent). The automated daub tool is dipped into the daub pot which contains the epoxy, and then touches the package/die surface, resulting in a dot transfer. The transferred dots can be 0.127-0.2032 mm (5-8 mils). Low volume requirements and small dot size are the primary reasons for using daubing.
daub tool is dipped into the daub pot which contains the epoxy, and then touches the package/die surface, resulting in a dot transfer. The transferred dots can be 0.127-0.2032 mm (5-8 mils). Low volume requirements and small dot size are the primary reasons for using daubing.
Epoxy Dispensing Options
-
Pattern dispensing – Tightly regulated dispensing allows for customization of epoxy patterns. Pre-cure and post-cure accuracy is accomplished using symmetric epoxy patterns.
-
Line dispensing – Typically for larger devices where a pattern of dispense is needed.
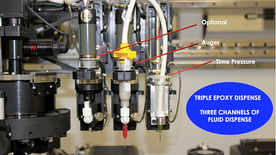 The line-dispensed epoxy can be conductive or non-conductive; this type of dispenser (auger) requires a specific minimum epoxy viscosity.
The line-dispensed epoxy can be conductive or non-conductive; this type of dispenser (auger) requires a specific minimum epoxy viscosity. -
Dot dispensing – Typically used for high-accuracy dispense of dots as small as 0.254-0.381 mm (10-15 mils) for very small devices.
-
Time and pressure dispensing – Typically used to dispense lines over a wide area with low-viscosity epoxy.
Conductive vs. Nonconductive Epoxy
A conductive epoxy application calls for the application of dots, lines, or patterns of conductive epoxy to a package, gold stud bump, lid, etc. As a variation of this solution for stud bumps, the epoxy can be placed on the opposing pad in the package. Conductive epoxy can be used as an alternative ball bump material in some circumstances.
The nonconductive epoxy die attach method allows for an adhesive material to fill the void between the component and the package. Some traditional uses are:
-
Staking – for enhanced structural rigidity in attachment, large capacitors for example
-
Isolation – some components need electrical isolation for proper function
-
Optical components – i.e. lens, rotator, etc. attach for optoelectronics packages
-
UV-curable – dispense of a material that cures with exposure to UV light rather than the conventional heat. UV materials are used in many different industries. In sensitive cases, the device is thermally cured to further out-gas the epoxy prior to lid attach.
-
Underfills – the space between the chip and the substrate is filled with a non-conductive adhesive (underfill). The underfill material is dispensed around the edge of the die and capillary action pulls the material under the die.
- Anisotropic conductive adhesives (ACAs) – include Anisotropic conductive film (ACF) and Anisotropic conductive paste (ACP).
|
Automated Epoxy
|
3800 Die Bonder
|

----
Janine Hueners
Marketing Specialist
Palomar Technologies, Inc.