There are a myriad of differences between eutectic or epoxy die attach methods. There are some obvious trade-offs and benefits to both, most of which pertain to performance requirements. For example, the challenge of managing heat transfer of the die or outgassing of epoxies. Some of the benefits are easily deduced but others can be a bit more vague.
At Palomar Technologies, we have proven expertise and support multiple capabilities to work with both eutectic and epoxy...and understand that neither one is going away anytime soon.
We also know that new adhesives are being developed and released every year, while experiments are underway with different alloys for eutectic applications. This blog looks at the differences, issues and benefits strictly from a production challenge.
Epoxy Throughput
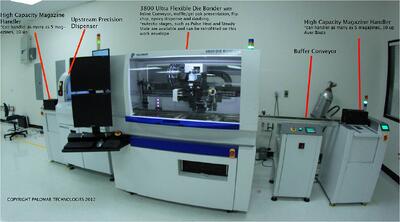
It is pretty much a given that epoxy can be a much faster solution than eutectic in most standard applications, where you just need to “stick the die down”. Some systems have the ability to do both epoxy dispense and the die placement, greatly reducing your capital outlay and often expensive production floor space, as well as with training costs as you only have a single system to learn. For example, the 3800 Die Bonder has the capability to perform dispense via an auger pump, time-pressure or a stamp transfer.
However, there may be a drawback to doing dispense on the same system for pick-and-place when throughput becomes a priority. In these cases, an offline dispensing on a fully automated dispenser, such as the GPD Max series, is a great solution. If even higher throughput is required, you can easily put the GPD-Max in line with a system, such as the 3800 Die Bonder. The flexibility of both these systems together allow for future reconfigures and increase capability as requirements for production grow.
Many Palomar Technologies customers start out with a dispenser on the 3800 Die Bonder, and integrate an offline dispense or an in-line solution as production requirements grow.
 Download the GPD Global |
 Download the 3800 Die Bonder |
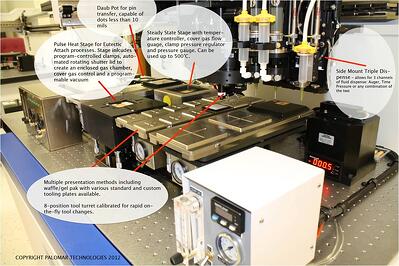
The other challenge of eutectic is the repeatability and control of the thermal profile that allows you to place the die in a non-reflow state, quickly come up to reflow temperature, and cool down before releasing the die—required in some high-accuracy applications. This requires a precision heated stage or tool, such as a Pulsed Heat System, which provides a very quick ramp time, closed loop control of the temperature (+/- 2°C), and cover and cooling gas programmable controls. Even so, the PHS can be a large consumer of the total process time and the larger the substrate/die you have to heat, the more time the operation can take. That is why Palomar Technologies also offers ways to either preheat the die prior to place—when using a heated tool—or to preheat the substrate when using bottom heat.
Eutectic Throughput
There are some real challenges in getting high throughput for a eutectic process build. The first challenge is the solder material itself. Many of the applications use Au/Sn. In the initial development, Au/Sn materials may be presented in preforms, which can be a challenge to handle. If you are handling them automatically, they also require their own “pick-and-place” which can tie up valuable system time and, in some cases, can slash throughput in half! That is why many customers eventually have the material applied to the substrate or metalized on the backside of the die. This allows you to eliminate the preform handling and greatly increase throughput.
 Download the Automated |
 Download the Pulsed Heat |
 Download the AuSi/AuSn Eutectic |

Palomar Technologies also provides an indexing handler that brings large substrates up to temperature in stages/steps—our Hot Rail Handler. The Hot Rail Handler is an in-line system that drastically reduces throughput time by having the part just below eutectic temperature when it gets to the die placement area and then uses either the PHS or a heated tool to quickly bring it to reflow. The Hot Rail System is also very effective in silicon to gold attach at +400°C applications.
There are many deciding reasons to go with either eutectic or epoxy die attach processes. The greatest value is to invest in a system that is both flexible and proven to handle either of these applications as requirements and needs change over time.
----
Dale Perry
Regional Account Manager, Eastern Americas
Palomar Technologies, Inc.