[For the English version, click here.]
В течение многих лет разварка проволочных перемычек является самым надежным и широко используемым методом в микромонтажном производстве.
Регулярно возникает вопрос, под какие приложения стоит использовать сварку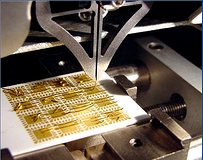 типа «клин-клин», а под какие стоит использовать «шарик-клин»? Этот вопрос прорабатывается каждым технологом, потому что электрические характеристики изделия напрямую зависят от метода разварки проволочного соединения. Тем не менее, бывают случаи, когда определенные изделия имеют некоторые физические ограничения, такие как температурное ограничение (низкая температура или отсутствие выделения тепла), использование алюминиевой проволоки вместо золотой, использование ленты вместо проволоки или слишком мелкие контактные площадки и расстояние между ними.
типа «клин-клин», а под какие стоит использовать «шарик-клин»? Этот вопрос прорабатывается каждым технологом, потому что электрические характеристики изделия напрямую зависят от метода разварки проволочного соединения. Тем не менее, бывают случаи, когда определенные изделия имеют некоторые физические ограничения, такие как температурное ограничение (низкая температура или отсутствие выделения тепла), использование алюминиевой проволоки вместо золотой, использование ленты вместо проволоки или слишком мелкие контактные площадки и расстояние между ними.
Как правило, соединение типа «шарик-клин» используется при термокомпрессионной и термозвуковой микросварке выводов. Термокомпрессионная разварка подразумевает использование давление прижима и нагрев проволоки примерно от 150 градусов Цельсия (для наиболее распространенных задач), чтобы создать интерметаллическую связь. Термозвуковая разварка подразумевает добавление ультразвуковой энергии к процессу термокомпрессии. С помощью обоих методов "золотой шарик" формируется с помощью искры от электрического разрядника, расположенного под сварочным инструментом (капилляром) непосредственно перед моментом разварки. Этот шарик деформируется посредством усилия прижима и ультразвука, в момент, когда капилляр касается поверхности контактной площадки. Таким образом происходит диффузия, что даёт нам интерметаллическую связь.
Разварка золотым шариком обеспечивается большая скорость (около 5-12 + перемычек в секунду). Материалы проволоки, используемые для этого приложения включают золото, палладий с покрытием и медь. Типовые приложения для этого процесса включают BGA, QFP, SOP, MCM гибриды и установка «бампов» на пластину. Зачастую, методом «шарик-клин» разваривают тонкую проволоку, толщиной до 40 микрон или тоньше.
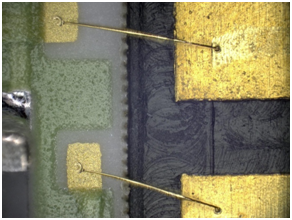
В процессе разварки «клин-клин» используется ультразвуковая энергия и усилие прижима для реализации контакта проволоки и контактной площадки. Когда используется золотая проволока при разварке «клин-клин» требуется 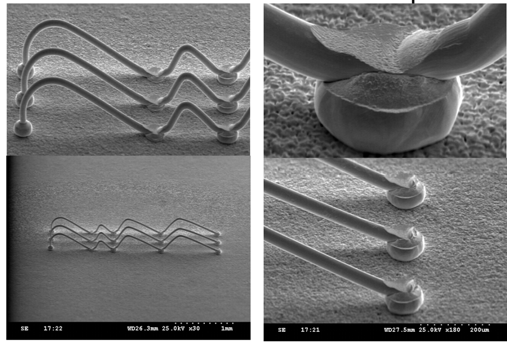 нагрев до 150 градусов Цельсия и сварное соединение внешне похоже на соединение «шарик». Эту технологию называют термозвуковой микросваркой. Наиболее преобладающим для клиновой микросварки является низкотемпературный процесс или процесс, проходящий при температуре окружающей среды, где используется алюминиевая проволока. В момент сварки происходит деформация проволоки посредством «пятки» клина, под которую заправлена проволока. Также в зависимости от используемого типа инструмента форма и вид сварного соединения может быть разной (к примеру, клин с поперечной канавкой на пятке). В отличие от разварки «шарик-клин», в процессе «клин-клин» не формируется шарик на конце инструмента.
нагрев до 150 градусов Цельсия и сварное соединение внешне похоже на соединение «шарик». Эту технологию называют термозвуковой микросваркой. Наиболее преобладающим для клиновой микросварки является низкотемпературный процесс или процесс, проходящий при температуре окружающей среды, где используется алюминиевая проволока. В момент сварки происходит деформация проволоки посредством «пятки» клина, под которую заправлена проволока. Также в зависимости от используемого типа инструмента форма и вид сварного соединения может быть разной (к примеру, клин с поперечной канавкой на пятке). В отличие от разварки «шарик-клин», в процессе «клин-клин» не формируется шарик на конце инструмента.
Отсутствие шарика в процессе сварки даёт нам возможность производить разварку на более мелких контактных площадках шириной до 40 микрон или менее. Чаще всего в этом случае используется алюминиевая проволока и чуть реже золотая. Типовые задачи, требующие разварки типа «клин-клин»: высокомощные устройства, ВЧ-СВЧ микросборки, оптоэлектронные микросборки, BGA, QFP, SOP, MCM гибриды и чувствительные к высокой температуре задачи. Скорость сварки типа «клин-клин» на автоматических устройствах варьируется в диапазоне 3-6 перемычек, что является менее скоростным показателем, нежели сварка «шарик-клин».

8000i Wire Bonder/Ball (Stud) Bumper Data Sheet |
9000 Wedge Bonder Data Sheet  |
----
Josef Schmidl
Palomar Technologies GmbH
Director of Palomar Technologies EMEA